
My monarch-series-61 lathe is slow, 800 rpm slow. This means that I can’t get the appropriate surface speed for getting a good surface finish on aluminum small parts using carbide. At least that’s what I told myself when I was bidding on this tool in an auction.
This fascination started with the baldor pedestal-tools tool grinder, but I found it difficult to precisely create tools of certain widths, for example an ACME thread cutter. Thus I purchased

A 1970s era Cincinnati MT2 (a follow up of the ubiquitous no. 2)
December 2024 - first sparks

I have found it’s much easier to rent a trailer and pick it up at a terminal than try to arrange a commercial drop off at a residential address.
We unloaded it by tilting the deck and slowly lifting the pallet jack until it slid, then driving the trailer out from under it when one side was on the ground. Yes, it was sketchy, yes it did work.
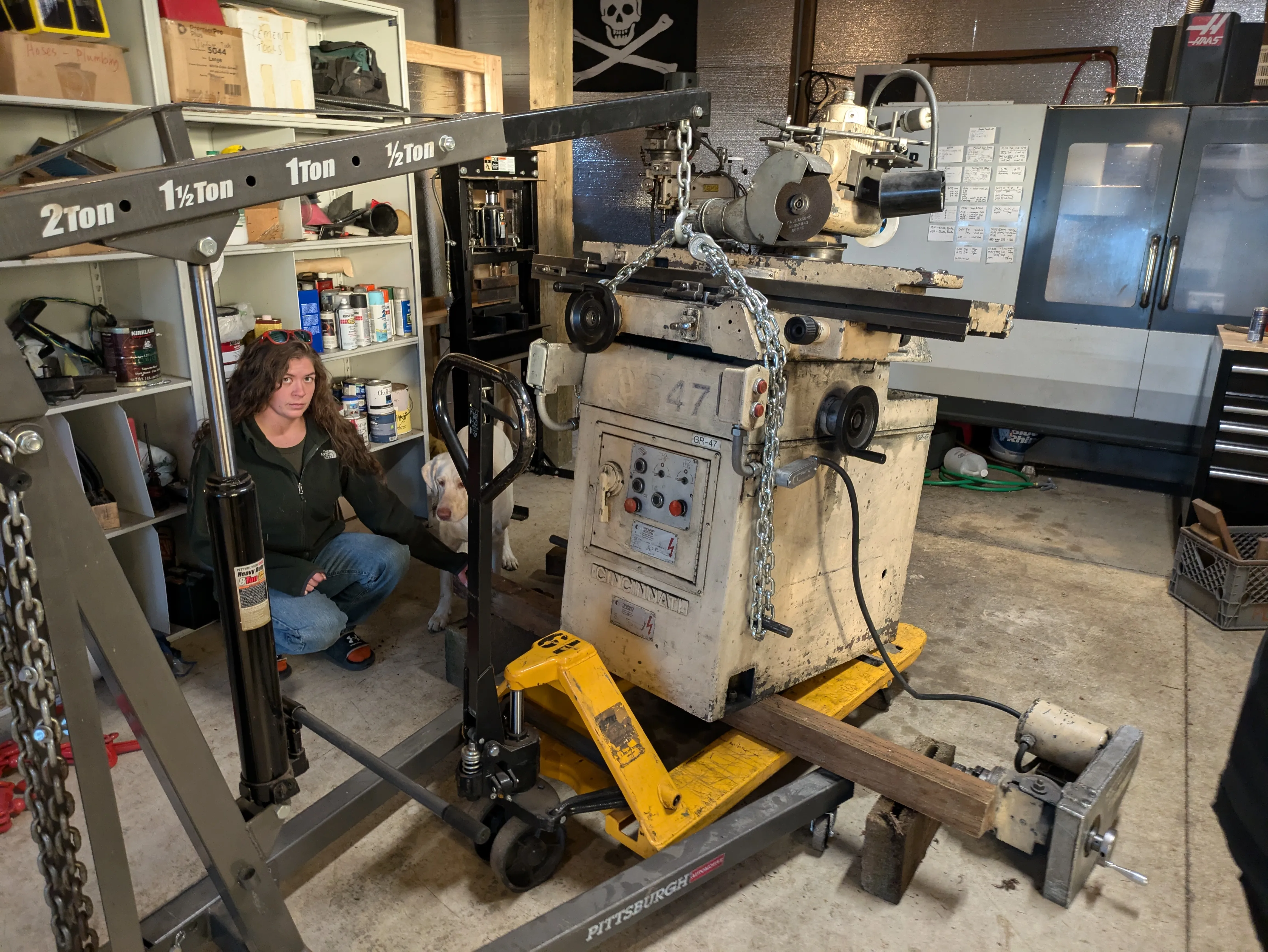
Getting it off the pallet and onto the pallet jack directly was an adventure, and getting it off the jack onto the ground was another methodical exercise in stacking wood.
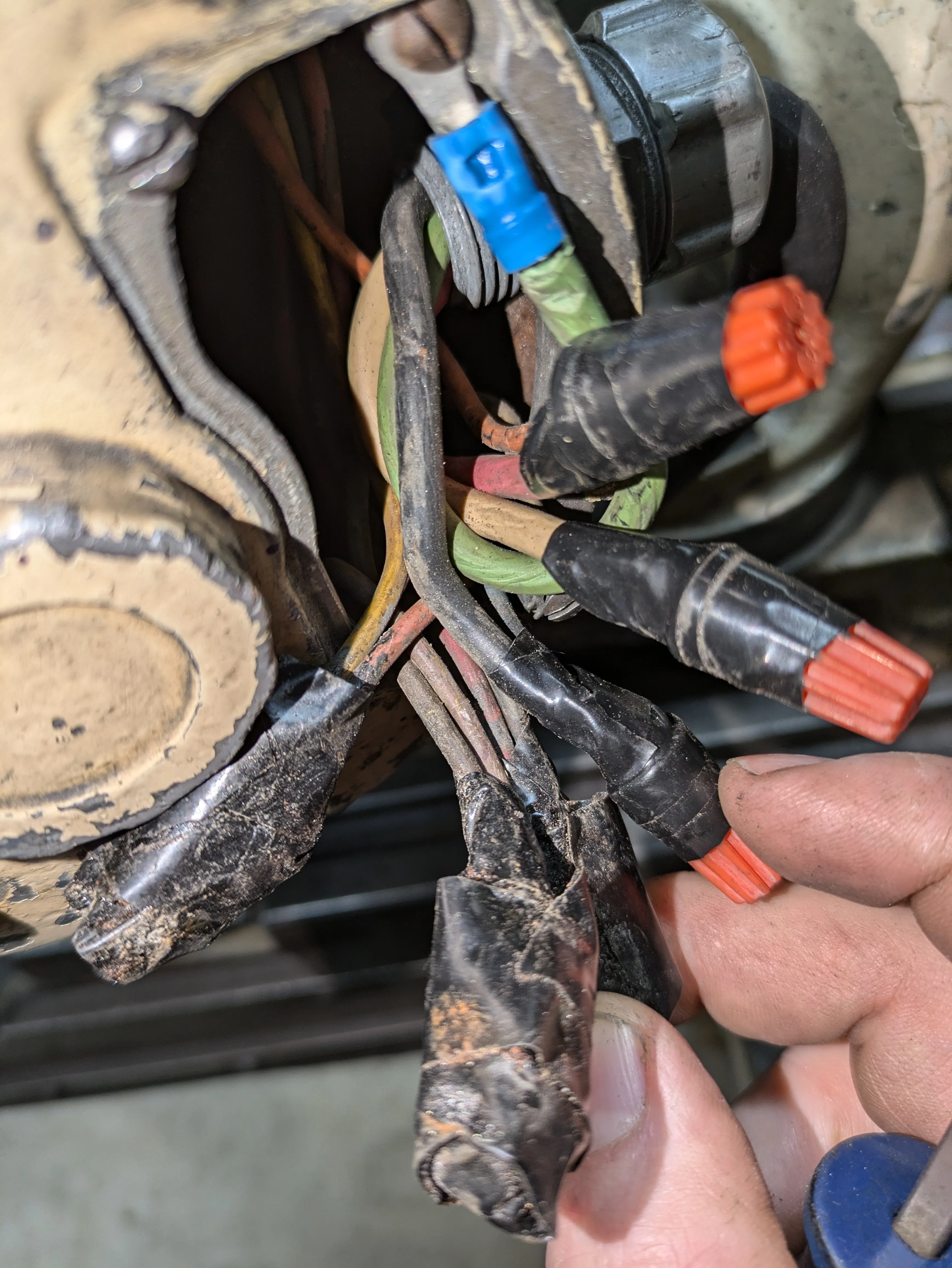
It had some rather sketchy wiring, and in the process of converting it from 440v to 220v I tidied up this mess. I also had to reloacte the phase converter to a central location since I now have two machines needing traditional three phase. (My surface grinder and industrial robot run off VFDs)

The machine was missing one leveling foot so I whipped this up. A high-rake aluminum tool did great work on the rubber.
April 2025 - Cleaning and usage
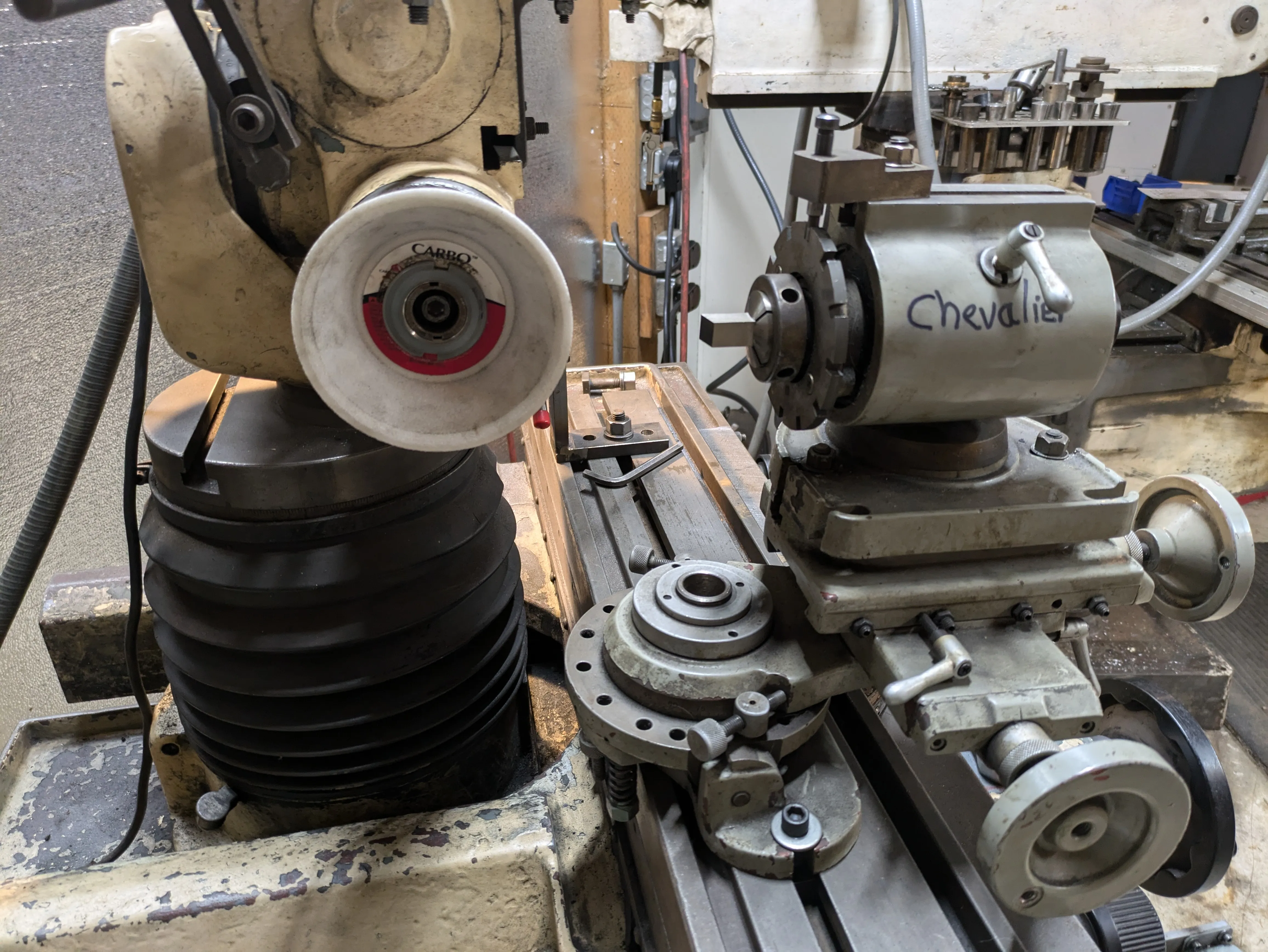
This handy 5C collet fixture makes it much easier to hold work, though I also got a ER32 holder for my cat 50 spin-fixture. There is a difference between work-holding collets like the 5C (shallow grip region) and ER32 tool holding collets (wide grip region)
With this on the grinder it has 5 linear axes and 9 rotary axes
- Y - spindle up/down
- B - spindle yaw
- B’ - another spindle yaw
- A - spindle tilt
- Z - Table in/out
- X - Table traverse
- B” - Table taper
- A’ - Fixture tilt
- B''' - Fixture rotate
- X’ - Fixture traverse
- Z’ - Fixture advance
- B'''' - Collet yaw
- A” - Collet tilt
- C - Collet roll
Leveling the grinder is critical because it lets you use a protrator and level to set angles.
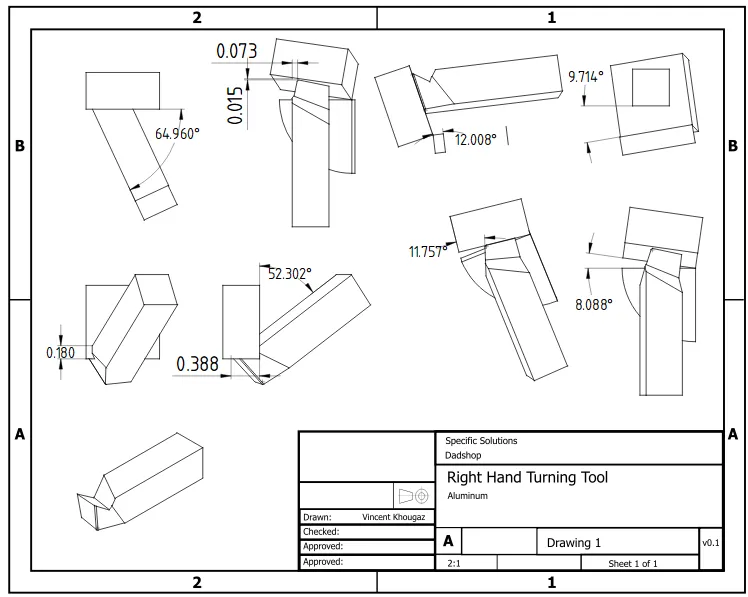
Using FreeCAD I’m able to model the tool and determine various constants - This must have been a nightmare in pre-calculator days, and I don’t do it often enough to have built an intuition

The movements were rather crusty so I pulled it apart and gave everything a good scrub, though it would definitely apprecate the ways being scraped. There is quite a bit of wear, though in practice tool and cutter grinders are not known for their accuracy


It has been useful, this is regrinding the taper on a damaged drill press spindle
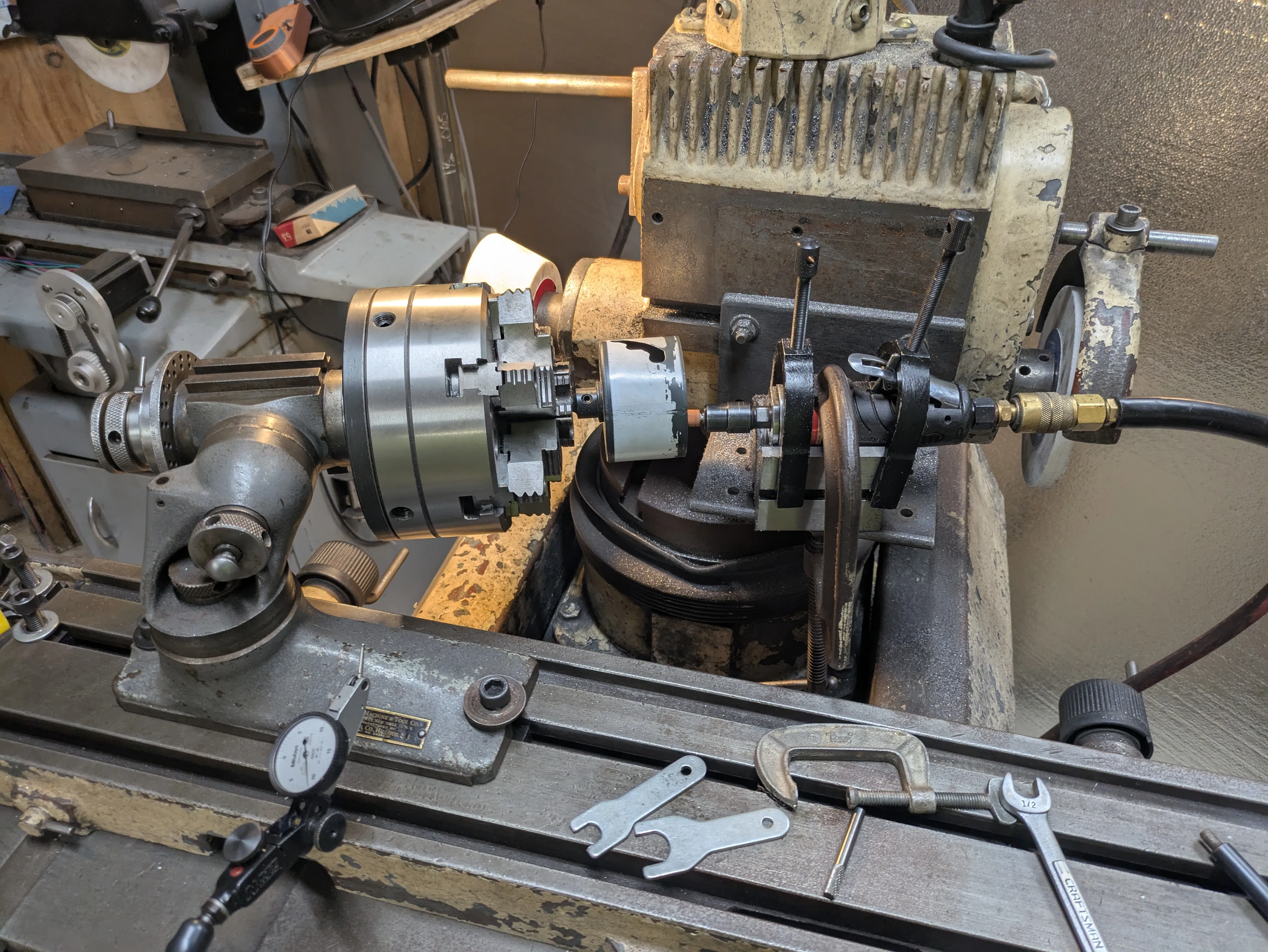
And a pretty wild setup to grind a hole punch for making 3” diameter holes in cardboard on a drill press. This was in service of the 04-bringing-it-to-market packing for the candles
August 2025 - Rebuilding the spindle
One day the grinder finally just… didn’t start. I could have fixed it with relaxing the spindle preload but that didn’t feel right.
I was less than cautious disassembling it and ended up destroying the phenolic bearing cage on one of the spindle bearings, only to look it up and discover that replacements are $250. EACH.
Nope nope nope, I was much more careful removing the rest. After purchasing new motor and spindle bearings
- 2x
6205-ZZ-C2-E-SKF- $30.76 motor bearing from 123bearing - 1x
Barden 107H- $241.29 spindle bearing from locateballbearing
I had to build tools to accomplish this, a pin wrench and a clamp to grab the round shaft in the vise


It’s now running smoothly and ready for hopefully another 3 decades of service. (It was last serviced in ‘88)